印刷操作人員*怕遇到的夢魘,是當全新的網紋輥上機第一次使用,不久印刷品上就出現印刷方向連續的線,然后在網紋輥上相應的位置出現凹槽,這就是所謂的刀線。盡管千萬小心,刀線很難避免。通常以為刀線是刮刀造成的,但不完全對。我們完全可以反駁這是網紋輥旋轉造成的,如果網紋輥不旋轉,可能產生刀線嗎?我們先來探討其他與刮刀相關的印刷議題,諸如UV墨飛墨、刮刀壽命、刮墨效果及背刮等,再回頭來談刀線問題。
首先我們要正視一個課題,由于行業競爭越發激烈,降低整體運行成本及提高效率變得更加重要。選用錯誤的刮刀將導致因頻繁停機及更換刮刀造成的生產效率降低及成本居高不下。
UV墨飛墨
UV墨飛墨成因是刮刀刮除UV墨時未能控制好油墨的移動,*終飛濺到印刷材料上去的故障。通常在材料上出現線條或不規則形狀的墨跡,可能只有少許,也可能是整灘。
那么飛墨的成因為何?我們可從幾方面探討:
-UV墨的粘度遠比水墨高,通常至少高出5倍以上。
- 高粘度油墨對刮刀產生的壓力較大,如果刮刀選型有誤或者安裝不良,可能導致刮刀的擺動甚至變形,油墨就會從縫隙中通過。
-UV墨的“觸變性”特性
- 觸變性是指液體或膠體受到擠壓或攪拌時粘度會降低的現象。UV墨刮墨時當油墨與刮刀接觸就會產生這種擠壓的力量
- 油墨通過刮刀時,粘度會突然下降,但隨著擠壓力量的減小,粘度又再度提高,會讓部分油墨飛濺出去或堆積在刮刀的背面
- 在刮刀背面堆積的油墨堆積到一定程度就會流下刮刀并轉移到材料上去

對于飛墨現象,刮刀的眾多方面包括材質、刀口、厚度、刮墨角度、壓力及對齊都會有影響,我們接著詳細討論。
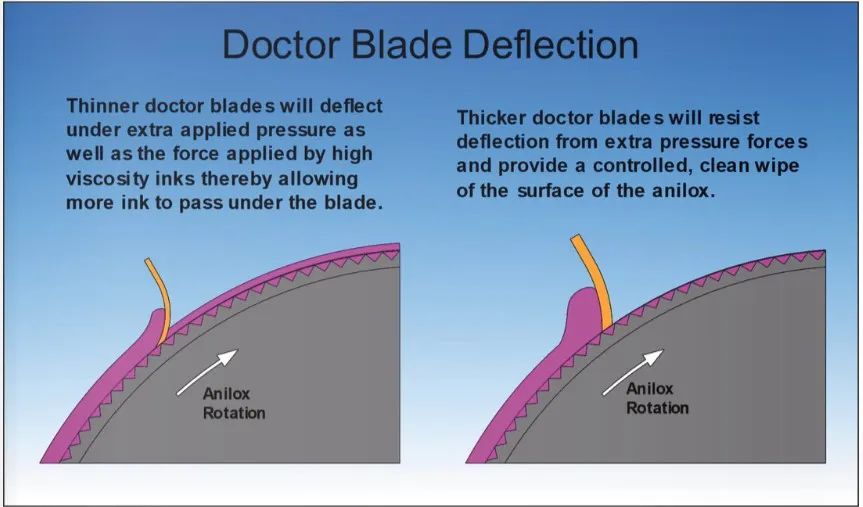
多數的塑料及一般高碳鋼刮刀將比帶涂布的特殊鋼刮刀更容易發生飛墨現象,因為它們更容易磨損,這些刮刀與網紋輥的接觸面容易彎曲變形,將會增加油墨的通過量。斜刀口刮刀通常較薄刀口刮刀不容易發生飛墨,斜刀口中15度的刀口*合適。薄刀口刮刀的特性較難對付高粘度的油墨,刮刀受力的能力也較差,相比下,15度斜刀口刮刀的刀刃承受能力較強,所以受力擺動或變形的可能較小。
針對刮刀厚度的一般指引是在適足的刮墨效果下,選用盡量薄的刮刀。使用UV墨時,必須選用較厚的刮刀才能經受高粘度油墨造成的升力,一般建議使用0.25或0.3毫米厚度的刮刀。盡管如此,刀刃的厚度還是要薄一些才能確保刮墨效果,建議在0.05到0.075毫米之間。15度斜刀口及長薄刀口的刮刀都能符合。
一般柔印刮刀的接觸角度多在25度到42度之間,理想的數值是30度。針對UV墨的測試證實30度以上的接觸角度能減少飛墨的發生。較陡峭的刮墨角度有助刮刀清除網紋輥表面的油墨;30度以下的接觸角度容易讓網紋輥表面留下殘墨,進而產生飛墨。過大的刮墨壓力會降低刮墨的角度,*極端的情況會造成刀刃翹起,則更多的油墨將會通過刮刀下面。對使用封閉墨腔及多數反向單刮刀的情況,刮刀的角度都被設備限制住的。如果分析下來刮墨角度太小時,只能按減小刮墨壓力來改善。刮墨時應該在確保適足的刮墨效果下使用盡量小的刮墨壓力,可以在網紋輥表面看到明顯且均勻的墨層。如果你無法減輕刮墨壓力,觀察一下是什么原因造成的,通常可能是封墨不當、供墨量過大、墨腔或刮刀架的調整機構需要維護。
使用封閉墨腔時,刮刀與網紋輥的平行度對取得合適的刮墨壓力及角度很重要,刮刀及封刀都要均勻地貼合網紋輥的表面。如果平行度不佳,必須施加更多的壓力才能刮墨干凈,這又會導致刮墨角度太小進而增加飛墨的機會。
刮刀壽命
目前為止,高碳鋼仍是*為廣泛使用的刮刀材質,也是短單及非高摩擦應用下的經濟方案。但如果是長線活或使用高摩擦油墨時,會因為更多的停機時間迫使我們做出不同的選擇。理想情況下我們希望刮刀可以堅持完整個訂單的印刷,并且沒有因刮刀產生的不良發生。耐磨鋼材及塑料有助達成這樣的目標,在鋼材上施加涂布也能夠延長壽命。
某些油墨的摩擦系數較大,例如白墨、金屬墨及珠光墨,更容易造成刮刀的磨損。如果只有一個色組使用這類高摩擦油墨,其他則是正常油墨,可以針對高摩擦油墨使用長效的刮刀,其他色組則使用一般的刮刀。這樣既可以減少停機的機會,又能控制好刮刀的成本。
我們經常聽到刮刀的“磨損”是頻繁更換刮刀的原因,但當我們檢查換下來的刮刀,卻發現很多只有輕微的磨損,有的甚至是完全沒有磨損,勢必有其他原因造成刮刀必須更換的假象。其實造成刮墨效果不佳的原因有很多,不該每次都歸咎刮刀。有時其實是刮刀的選型不合適;有時只要調整一下就能大幅改善。有經驗的刮刀供應商會把汰換下來的刮刀作為重要的工具,分析刮刀壽命不理想的原因。
刮墨效果
理想狀況下刮刀會將網紋輥表面的油墨刮除干凈,只有墨穴里的油墨會轉移到印版上。如果刮刀沒有移除所有的油墨,就有可能也會轉移到印版上,*終造成網點異常擴大、過高的密度或涂布量。整體來說,不佳的刮墨效果會增加印刷不良、油墨消耗及停機時間。
刮刀的寬度必須匹配設備的設計,否則會造成刮墨角度的異常,也會破壞刮墨的效果:
- 較寬的刮刀通常會讓刮墨角度變小
- 較窄的刮刀通常會讓刮墨角度變得陡峭
- 上述兩種情況對刮墨效果都會有不良的影響
- 太薄的刮刀很容易翹起變形導致刮墨不良
- 印刷速度越快、越濃稠的油墨及高摩擦的條件都必須使用更厚的刮刀
以往0.1毫米厚度的刮刀是*常見的,0.15及0.2毫米的刮刀則用在要求更高的場合。如今0.1毫米的刮刀很少見了,取而代之的是0.2毫米的*普遍,0.25及0.3毫米的則用于高端應用。
此外,刀口形式也對刮墨效果有很大的影響。現在市場常見的刀口種類有圓刀口、斜刀口及薄刀口。圓刀口一般用在低線數網紋輥及涂布的應用,斜刀口及薄刀口則適用較高線數的網紋輥及高清印刷。
刮刀的調試也對刮墨的效果至關重要,若使用斜刀口或薄刀口,切記刀口應該是背向網紋輥的,這個概念經常會搞錯。其他可能導致刮墨效果不佳的調試問題包括刮墨壓力過大、刮刀安裝不平行、刮刀架臟污或損壞及不恰當的刮刀長度。
背刮
封閉墨腔在很多窄幅機及大多數寬幅柔印機上使用,封閉腔的設計是將油墨流動限制在網紋輥、兩側的擋墨塊及兩支刮刀之間。其中一支刮刀負責刮除網紋輥表面的油墨,另一支則作為封刀負責將墨留在封閉腔內。封刀的作用并不是將網紋輥表面的油墨刮除干凈,事實上留下微薄的墨層更好!
當墨腔漏墨時,通常是從擋墨塊漏出或在封刀的背面凝結,這就是常見的背刮。油墨在封刀上凝結一定數量后,會從封刀上滴落。如果封刀處于下方的,油墨可能凝結成瀑布的形狀;封刀若是在上方,背刮則會造成油墨在封刀上面堆積,*終從墨腔兩端流下。
即使刮刀有良好的刮墨效果,網穴里沒有轉移到印版上的油墨可能會從網穴里流出,然后被封刀擋在墨腔外面。要改善背刮現象,首先確認刮刀的刮墨效果良好,網紋輥表面應該有淡淡的墨層。如果網紋輥表面很光潔,那是表面油墨沒有刮除干凈。此時略加刮墨壓力,如果網紋輥表面的情況沒有改變,那可能就是選用的刮刀不合適。
關于封刀有以下建議:
- 若刮刀及封刀都使用金屬刮刀,封刀要用更薄一點的刮刀。例如刮刀使用0.2毫米厚度的,封刀可以用0.15毫米。
- 使用塑料刮刀做封刀,塑料刮刀的韌性不如金屬刮刀,因此網紋輥表面的油墨更容易流回墨腔,而不是被擋在外面。
無論是用金屬或塑料刮刀做封刀,不需要使用斜刀口或薄刀口,選用圓刀口或直刀口的就好。我建議使用0.35或0.5毫米厚的PP塑料刮刀做封刀,并且寬度較刮刀寬1.5到3毫米,這多出來的寬度會迫使封刀有更小的刮墨角度并讓油墨更容易流回墨腔里去。
刀線
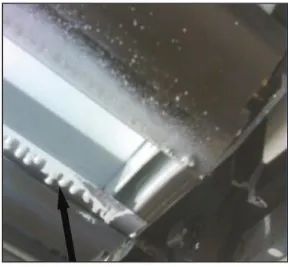
導致刀線的真正原因是卡在網紋輥跟刮刀之間的異物,并且這些異物還有足夠的硬度,足以在網紋輥表面刮出溝槽來。*常見的異物有網紋輥輥面邊緣崩落的陶瓷碎屑、刮刀上崩落的金屬碎屑及其他掉進油墨管道里的雜質,例如沙粒。
使用塑料刮刀可以改善刀線情況,但塑料刮刀也無法杜絕刀線因為碎屑依然會卡在刮刀跟網紋輥之間。實際上有些硬度較低的塑料刮刀反而更容易形成刀線,因為碎屑可能直接嵌入刮刀中,反而沒有機會隨著油墨流走。
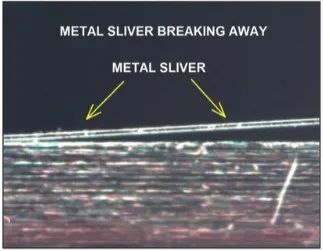
劣質的金屬刮刀更容易產生碎屑或分離的刀刃導致刀線,高質量的鋼材磨損產生的碎屑顆粒較小,并且在合適的使用條件下,不容易出現刀刃分離的情況。正確的調試很關鍵,如果刮墨壓力太大,刮墨角度可能會太小,就容易產生碎屑造成刀線。因此建議使用高質量鋼材生產的刮刀,細小的碎屑很容易隨著油墨流走,就不容易產生刀線。
此外,建議使用磁性過濾器來濾除油墨中的金屬雜質。窄幅機雖然沒有油墨循環系統,但也可以使用磁鐵清除墨槽或舊墨里的金屬碎屑,也能有效避免刀線的發生。



